

掃一掃,保存聯系方式
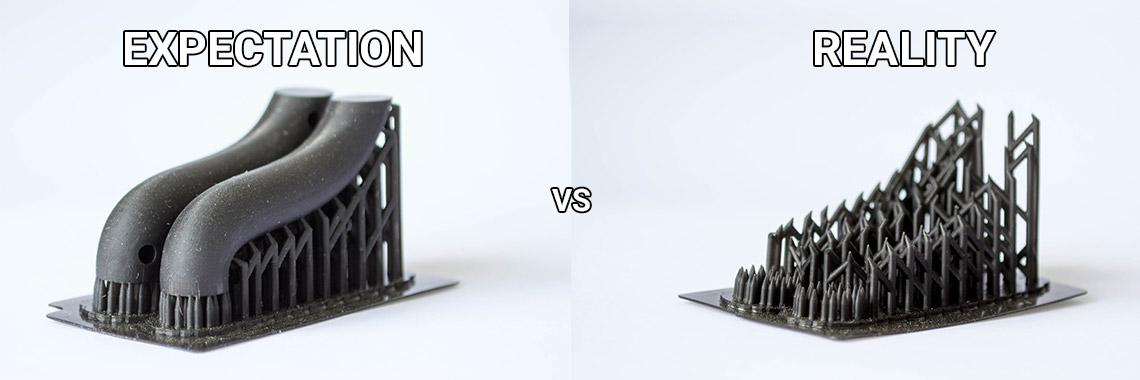
我們發現,對于大多數“上拉式” LCD(立體光固化成型)型3D打印機初學者來說,有一個通病。就是在3D打印時,在成型平臺上只打印出支撐,而沒有模型。今天,我們將探討在使用LCD 3D打印機時,這一非常常見的問題。這個問題對于初學者來說比較常見,但是對于一些有經驗的3D打印用戶來說,也并不少見。
通過了解這種現象的潛在原因,我們可以很容易地采用簡單的技巧來解決這個問題。現在,讓我們更詳細地討論一下。
為什么需要支撐?
在深入研究這個主題之前,我們首先要討論一下為什么要在使用光固化3D打印機時添加支撐。有一些細節,值得了解一下。這些并非全部,但根據我們的研究,我們列出了最重要的一些。
懸空情況。很明顯,需要支撐。這在大多數3D打印中都很常見,不僅是光固化。
一些底部是特有的幾何體。模型底層過度固化是很常見的,這樣是為了更好地粘附在成型平臺上。然而,由于增加曝光時間,成型質量會有差異。為了避免這些問題,一般會抬升模型并添加支撐,也防止取模型時破壞模型底部。
打印方向變換時保持截面面積均勻。保持層面橫截面積的均勻過渡是十分重要的。這將有助于避免明顯的層紋。支撐橫截面的增加有助于減緩面積突變所帶來的不利影響,同時也有利于成型時更穩固。
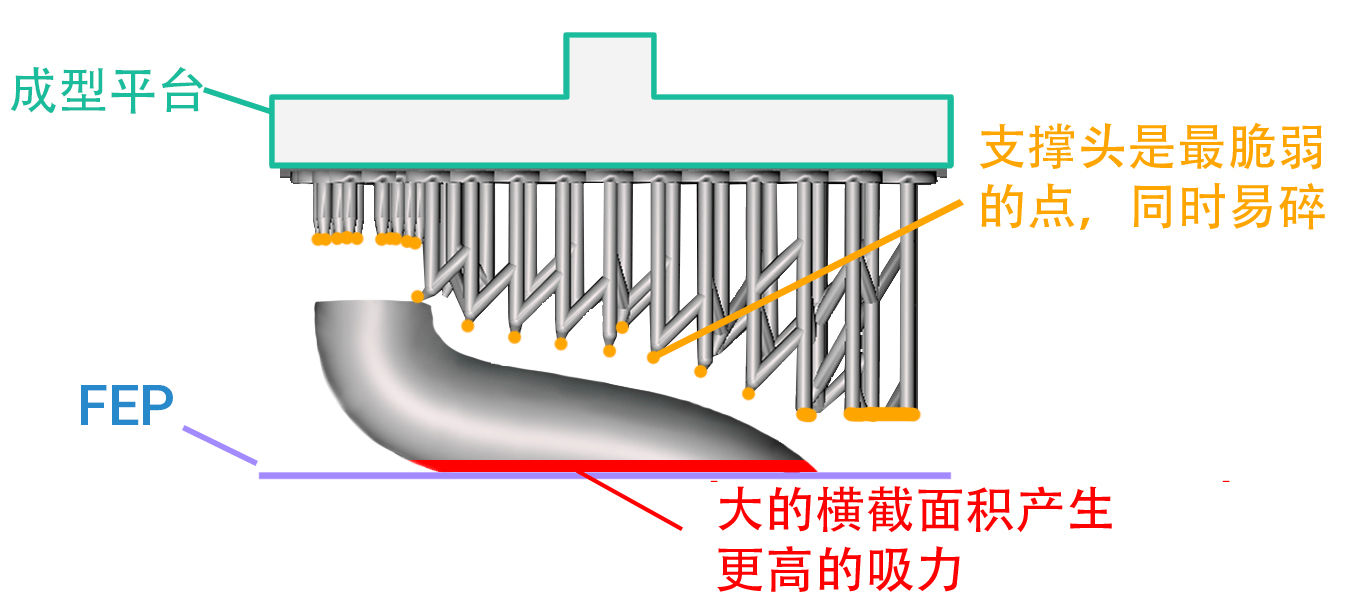
合適的擺放角度。熱門的“上拉式” 式打印機,如Form 2,Anycubic Photon,Wanhao,Peopoly Moai,都有FEP(全氟乙烯丙烯共聚物)或PDMS(聚二甲基硅氧烷)樹脂托盤。每層固化后,FEP或PDMS產生的分離力會對模型施加較高的拉力。這可能導致各種變形,尺寸錯誤,故障等。通過選擇合適的擺放角度和添加更精細的支撐點,就可以減少失敗的可能。
所以,當你把所有的因素都考慮進去的時候,你就可能會在模型周圍生成一系列支撐。
潛在風險及問題
在前面提到的技巧中,即使將整個模型都放置在支撐上也會存在潛在的失敗風險。除了與單個支撐相關的許多參數外,關鍵參數通常是支撐頭的直徑和嵌入深度。
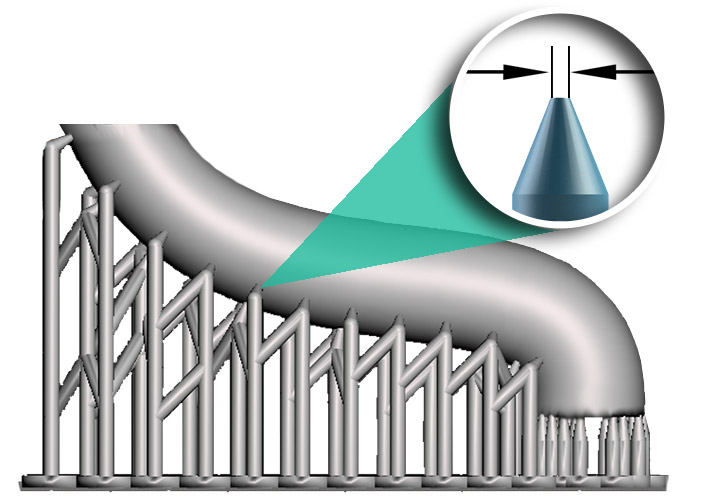
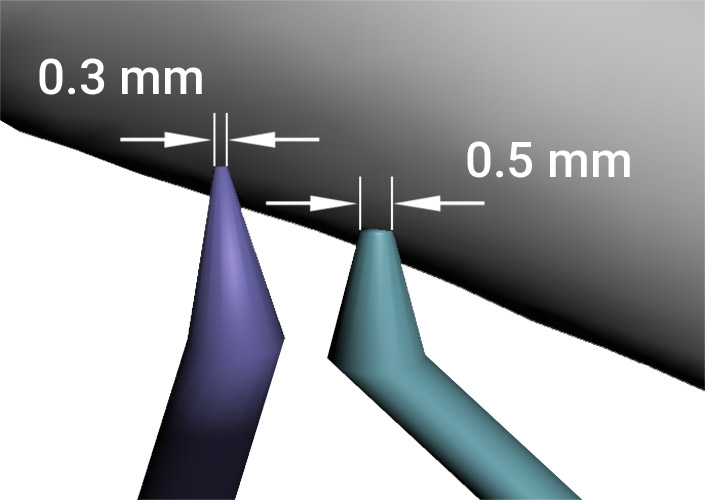
支撐頭直徑(通常小于0.3毫米)較小,更容易地拆除支撐,并在表面留下更少的痕跡,但也更脆弱。相反,較粗的支撐頭(通常大于0.4 – 0.5毫米)強度更大,但拆除后會留下更多明顯的痕跡。支撐頭的大小設置通常取決于模型本身,即從FEP膜上對新生成打印層面的剝離操作。剝離過程中出現的力非常大。它們在很大程度上取決于層面的橫截面積:面積越大,剝離的力越大,支撐頭一般直徑也越大。
如果從FEP膜上剝離打印模型時,剝離的力比將模型固定在支撐上的力要大得多,那么這樣就失敗了。要記住,3D打印過程中,模型是通過逐層疊加成型的,有的時候可能會有及千層,每一層都會對之前打印的所有層面施加一定的壓力。見下圖。
這就是我們要避免的。再看一些可能的解決方案。
打印成功率與支撐的一些關系
基于前面提到的這些問題成因,很自然地就能想到可能的方法來解決這個問題。可以認為,增加支撐的密度或支撐頭直徑有助于避免打印失敗。這在一定程度上是正確的,但答案沒有那么簡單。
值得一提的是,大多數人基于過去的經驗和個人喜好,選擇自己的方式。這里沒有通用或真理似的方法。每一個3D打印模型都有些許差異,需要細心的分析才能獲得高成功率。因此,我們也將分享我們的經驗和可行的建議。但是,這些也需要自我甄別,以適用于不同的情況。讓我們從不同的角度來看解決方案。
1. 較粗的支撐頭
我們通常推薦較粗的支撐頭,即平均0.4-0.5毫米左右,而不是較細的(通常為0.2-0.3毫米)。根據我們的經驗,如果想要用較高的抬升速度快速打印,用更粗的支撐頭更穩妥。
然而,某些情況仍然需要較細的支撐頭,比如模型有很多細小的懸空點,較粗的支撐頭反而會影響接觸點的成型質量。
2. 高/中度密度支撐
如果使用支撐,表面就一定會有可見的痕跡。那為什么不用更多的支撐?如果你想讓表面光滑,可以打磨處理。因此,有的時候添加更多支撐,并沒有給自己增加太多的打磨工作,但成功率卻可以顯著提高。同時,你還可以在對光滑度要求不高的表面添加更多支撐。這樣一來,成功率會大大提高。不過隨著密度的增加,也會增加材料的消耗,并且拆除支撐會更麻煩。
3. 合適的支撐及切片軟件
支撐的質量在很大程度上取決于你所選擇的軟件。像ChiTuBox這樣的軟件幾乎允許你修改所有的支撐參數。通過設置一系列參數,你可以輕松找到最適合的支撐。目前ChiTuBox已經兼容了市面上絕大數光固化機器的切片格式。當然,你可以將加好支撐的STL導入其他軟件切片。
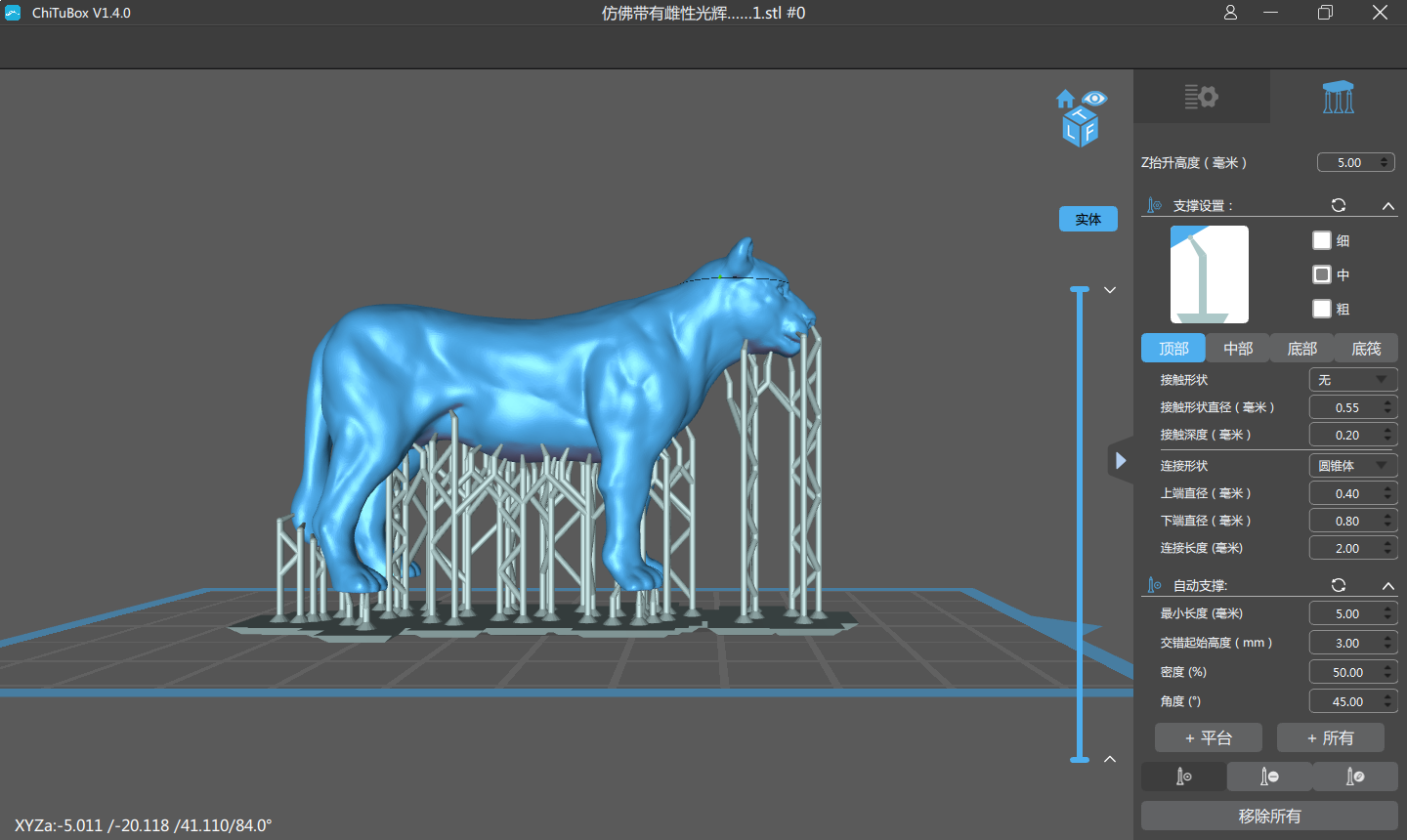
如果自動支撐加的不夠完善,也可以手動添加支撐以保證打印成功率。
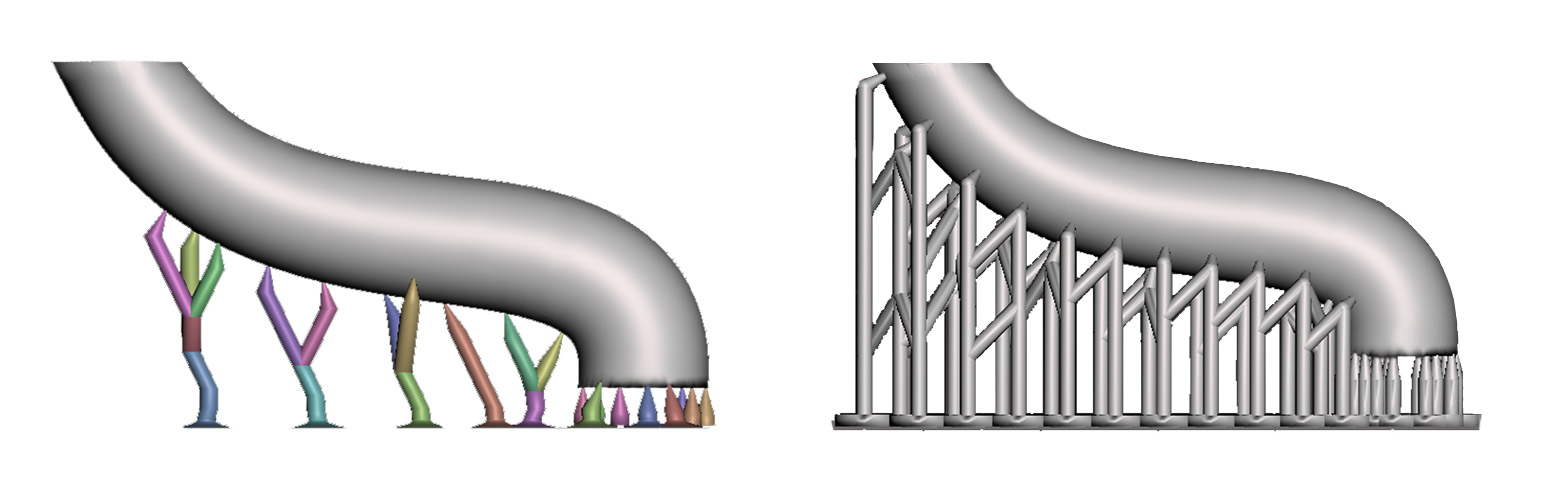
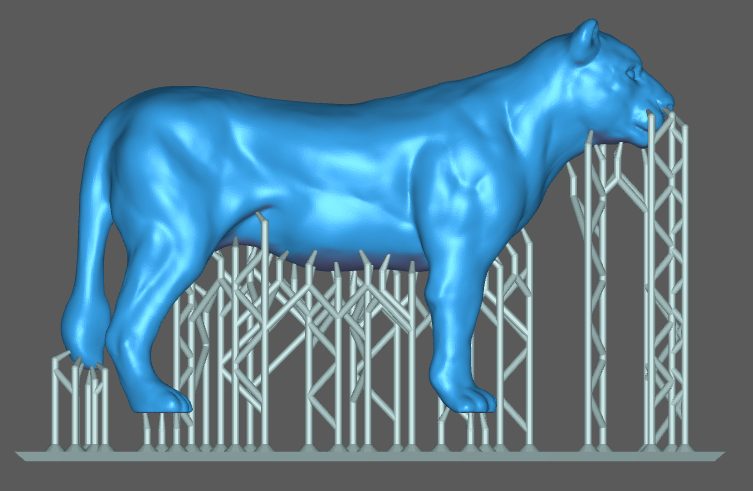
4. 相互連接的支撐
這一點經常被忽視。如果使用第三方軟件,請選擇那些允許你將支撐連接在一起,而不是生成單根支撐的軟件,因為支撐之間的這種連接大大降低了支撐變形的幾率。
5. 考慮樹脂特性
樹脂的選擇也是一個重要的環節。例如,選用較硬的樹脂可以展現更好的模型細節,這類樹脂常用于打印帶有復雜細節的模型,這類模型所需的支撐,較精細和支撐頭也較小。較硬的3D打印樹脂在FEP膜層分離過程中不會發生嚴重的變形。這種剛性保證了即使模型特征再小也能被保留下來。同理,彈性材料對支撐及曝光的要求,在很多時候也區別于普通樹脂。

另一方面,具有柔韌性的樹脂也有不同的需求。這種樹脂在3D打印過程中,對于保留支撐和厚支撐頭的彈性,將會發揮功效。此外,如果將其與相互連接的支撐結合,則可以獲得可觀的成功率和出色的打印質量。
Copyright ? 悟空打印坊0 粵ICP備2020109007號  公安機關備案號:44030902000839
公安機關備案號:44030902000839









 郭生
郭生
